Aus Forschung und Produktion
Technische Berichte herausgegeben zum achtzigjährigen Bestehen der Deutschen Gold- und Silber-Scheideanstalt vormals Roessler, 1873 – 1953, Frankfurt am Main, 1953, 476 Seiten
Seite 296 bis 414
IV. ORGANISCHE CHEMIE
Die Entwicklung der Holzverkohlungs-Industrie in Deutschland
von Friedo Flügge, Neu-Isenburg
Inhalt
- Der organisatorische Aufbau der Holzverkohlungsindustrie.
- Übersicht über die technische Entwicklung der Verfahren.
- Die Produkte der Holzverkohlungsindustrie und ihre Verwendung.
- Die Lage der Holzverkohlungsindustrie nach dem Zusammenbruch im Jahre 1945
- Schrifttum

Der organisatorische Aufbau der Holzverkohlungsindustrie.
Vor dem ersten Weltkriege hatte die Holzverkohlungsindustrie in Deutschland eindeutig Monopolstellung. Ihre sämtlichen Erzeugnisse wie Holzkohle, Essigsäure, Methanol, Holzteer, auch deren Weiterverarbeitungsprodukte Formaldehyd, Aceton, Kreosot, Guajakol wurden fast ausschließlich durch sie hergestellt. Das Aufkommen der synthetischen Erzeugung des Methanols aus Wassergas und der Essigsäure auf Basis Kalk und Kohle über Calciumearbid — zweier der wichtigsten Produkte der Holzverkohlungsindustrie — änderte die Situation nach dem ersten Weltkriege grundlegend. Die synthetische Erzeugung dieser Produkte nahm im Laufe der Jahre einen derartigen Umfang an, daß diese die Produktion der Holzverkohlungsindustrie heute um ein Vielfaches übertrifft. Auch der industriell erzeugten Holzkohle — die Holzkohlenmeilern hat sich in beschränktem Maße nur in abgelegenen, holzreichen Gegenden gehalten — ist im Laufe der Jahre in ihren. Anwendungsgebieten starke Konkurrenz durch Verwendung von Torfkoks und von aschearmer Braunkohle auf industriellem Gebiet sowie von Gas und von elektrischem Strom im Haushalt erwachsen. Diese Entwicklung brachte die Holzverkohlungsindustrie in äußerste wirtschaftliche Bedrängnis.
Die einzelnen. Firmen, bzw. Firmengruppen dieses Industriezweiges mußten zu der Erkenntnis kommen, daß sie einzeln nicht mehr lebensfähig waren, und daß ohne eine straffe organisatorische Zusammenfassung der verschiedenen Unternehmen und ohne grundlegende Umgestaltung und Modernisierung der technischen Verfahren die Holzverkohlungsindustrie den Wettstreit mit der Konkurrenz der Synthese unmöglich bestehen konnte. Diese Einsicht führte dazu, daß im Jahre 1931 die beiden auf diesem Gebiet führenden Gruppen, die Holzverkohlungsindustrie AG., Konstanz, („Hiag“) — 1902 unter maßgebender Beteiligung der Seheideanstalt als Aktiengesellschaft gegründet und 1930 mit dieser fusioniert — und der Verein für chemische Industrie AG., Frankfurt a. M., („Verein“) — gegründet 1865 — in eine Firma, die Hiag-Verein Holzverkohlungsindustrie G.m.b.H., zusammengeschlossen wurden. Die Geschäfte der Hiag-Verein G.m.b.H. gingen 1940 auf die Scheideanstalt über und werden seit dieser Zeit von der „Abteilung Hiag“ abgewickelt.
Die Produktion der deutschen Holzverkohlungsindustrie verteilt sich auf eine Anzahl von kleineren Werken. Die forstwirtschaftliche Struktur Deutschlands gestattet nicht, Verkohlungsgroßanlagen zu errichten. Zusammenhängende Buchenwaldgebiete mit einem so bedeutenden Anfall an Verkohlungsholz, daß die Versorgung von Großanlagen möglich wäre, gibt es nicht. Die Kapazitäten der deutschen Holzverkohlungsanlagen liegen deshalb im Durchschnitt bei einem Monatsdurehsatz von 2.000 bis 4.000 fm*, nur eine Anlage ist etwas größer und kann 6.000 fm Holz im Monat durchsetzen. Die Aufarbeitung der flüssigen Schwelprodukte der Holzverkohlung, des Holzessigs, des Holzgeistes und des Teeres auf Verkaufsprodukte, wie Essigsäure, Aceton, Methanol, Lösungsmittel, Kreosot, Guajakol, und die Veredlung dieser Produkte in weiteren Verfahrensstufen erfordert kostspielige und komplizierte chemische Apparaturen sowie umfangreiche Energieanlagen.
Der wirtschaftliche Betrieb solcher Anlagen setzt eine größere Rohstoffdecke voraus, als sie von den einzelnen Verkohlungen erzeugt wird. Die meisten Werke müssen sich deshalb auf die Herstellung von Roh- und Zwischenprodukten mit Verzicht auf die Fertigstufe beschränken und diese an einige für den Absatz besonders günstig gelegene Werke abgeben, welche die Weiterverarbeitung dieser Produkte in größeren Anlagen übernehmen. Diese Arbeitsweise bedeutet geringere Investitionskosten und beträchtliche Ersparnis an Energie und Arbeitsaufwand sowie eine weitgehende Vermeidung von Materialverlusten. Nur eine solch sinnvolle Planung und zentrale Steuerung der Produktion und der Verwaltung der Werke hat der Holzverkohlungsindustrie das Fortbestehen ermöglicht.
Eine Reihe von Verkohlungswerken, welche versuchten, weiterhin ein Eigenleben zu führen, mußte infolge Unwirtschaftlichkeit im Laufe der Jahre ihre Produktion einstellen. Bestehen blieben nach dem Zusammenschluß im Jahre 1931 die folgenden Degussa-Werke: ,
|
Brilon-Wald |
Westfalen |
1880 von der Hüstener Gewerkschaft gebaut, seit 1908 „Hiag“-Werk. |
|
Bruchhausen |
Westfalen |
Im Sauerland bei Arnsberg. 1876 von der Hüstener Gewerkschaft gebaut, seit 1908 „Hiag“-Werk1. |
|
Oeventrop |
Westfalen: |
1869 als „Vereins“-Werk gebaut. |
|
Züschen |
Westfalen |
1901 als „Vereins“-Werk (Meilerei) gebaut, ab 1906 Retortenverkohlung. |
|
Brücken |
Birkenfeld |
1861 von H. Dietze gebaut, seit 1865 „Vereins“-Werk. |
|
Schleiden |
Eifel |
1921 von den Chemischen Werken Marienglück, Huckendick & Co., Köln-Lindenthal, durch die „Hiag“ übernommen. |
|
Lorch |
Rheingau |
1857 von der Firma Dietze, Morano & Co. gebaut, seit: 1865 „Vereins“-Werk.2 |
|
Kredenbach |
Siegerland |
1831 gebaut, seit 1893 Verkohlung des Köln-Müsener Bergwerksvereins, seit 1912 „Vereins“-Werk. |
|
Bodenfelde |
an der Weser |
1896 von der Firma Chemische Fabrik Ottmann, Hochspeyer, gebaut, seit 1910 „Hiag“-Werk. |
|
Greifenhagen |
Pommern |
1910 vom „Verein“ gebaut. |
|
Voßwalde |
Oberschlesien |
1892 von der AG für Trebertrocknung, Kassel, gebaut, 1902 an Dr. G. Schulze verkauft, seit 1910 „Vereins“-Werk. |
Die von diesen Werken erzeugten Roh- und Zwischenprodukte wurden, soweit sie nicht von den Aufarbeitungsanlagen in Bruchhausen (Erzeugung von Methanol, Lösungsmitteln und Kreosot) und Oeventrop (Erzeugung von Aceton) übernommen wurden, in den folgenden fünf Werken auf Fertigprodukte verarbeitet, oder es wurden die letzteren in neue wertvolle Verkaufsprodukte umgewandelt:
Frankfurt an der Oder: 1897 als Silesiawerk. Verein chemischer Fabriken in Laasan, gebaut, als Chemische Fabrik Hoherlehme G.m.b.H.. Zweigniederlassung Frankfurt/O.. 1911 von der „Hiag“ übernommen. Erzeugung \on Essigsäure und Estern.
Wildau bei Berlin: 1911 als Chemische Fabrik Hoherlehme G.m.b.H.. Wildau, von der „Hiag“ übernommen. Erzeugung von Methanol, Lösungsmitteln. Formaldehyd, Paraformaldehyd. Hexamethylentetramin, Pentaerythrit und Acetoncyanhydrin.
Mainz-Marnbach: vor 1860 Verkohlung. 1860 von der Firma H, Dietze & Co. erworben und auf Essig Verarbeitung umgestellt; die Verkohlungsretorten erhielt Lorch; seit 1865 „Vereins“-Werk. Erzeugung von Essigsäure. Lösungsmitteln. Kreosot, Guajakol. Formaldehyd, Paraformaldehyd, Hexamethylentetramin. Acetoncyanhydrin und Acrolein3
Konstanz am Bodensee: 1874 als Verkohlung gebaut. 1879 von den Brüdern Dr. August und Hugo Bantlin übernommen (Chemische Fabrik Konstanz, Gebr. Bantlin). seit 1902 „Hiag“-Werk. Erzeugung von Methanol, Formaldehyd und Lösungsmitteln. .
Ratibor in Oberschlesien: 1910 von der österreichischen Gesellschaft Fanto gebaut, später von der Norit übernommen, seit 1927 „Vereins“-Werk. Erzeugung von Aktivkohle (Entfärbungskohle).
Die zur Verkohlungsindustrie gehörenden Werke sind in ihrem Produktionsaustausch untereinander auf das innigste verflochten. Keines der einzelnen Werke ist für sich allein lebensfähig. Ein jedes ist, sei es für den Absatz seiner zwangsläufig anfallenden Produkte, sei es zur Deckung seines Rohstoffbedarfes, auf enge und reibungslose Zusammenarbeit mit den Schwesterwerken angewiesen. Die Werke des Verkohlungssektors sind Glieder eines wirtschaftlichen Gemeinwesens, das nur bei straffer Organisation von Verwaltung, Verkaufsleitung und Produktionslenkung bestehen und der Volkswirtschaft von Nutzen sein kann.
Die Lösung der organisatorischen Aufgaben in Verwaltung, Produktions- und Verkaufslenkung allein gewährleisten noch nicht die wirtschaftliche Existenz eines Unternehmens. Im Laufe der Jahre waren die Erlöse für die flüssigen Produkte der Holzverkohlungsindustrie infolge der synthetischen Herstellung aus billigen Rohstoffen auf einen Bruchteil der Vorweltkriegspreise zurückgegangen. Methanol, welches vor dem ersten Weltkriege Erlöse zwischen einer und zwei Mark für ein Kilo erbrachte, wurde zu Preisen von 30 Pfennig und weniger gehandelt. Ähnlich lagen die Verhältnisse bei den anderen Produkten der Holzverkohlungsindustrie. Die althergebrachten Methoden der Trockendestillation des Holzes und die veralteten technischen Aufarbeitungsverfahren für die Schwelprodukte mußten durch moderne und energiesparende Verfahren ersetzt werden, um wirtschaftlich einigermaßen den Anschluß an die Synthese- cliemie zu erreichen.
Zunächst wurden die kostspieligen Verfahren der Herstellung von Essigsäure und Aceton über Holzkalk ausgeschaltet. Während Kredenbach bereits seit Jahren unmittelbar veresterte, wurde im Jahre 1926 je eine Esteranlage zur direkten Verarbeitung von Holzessig zu Aethyl- bzw. Methylacetat in den Hiagwerken Bruchhausen und Bodenfelde erstellt. In Brücken wurden im Jahre 1930, in Schleiden im Jahre 1933 die Holzkalkbetriebe eingestellt und Essigsäureextraktionsanlagen errichtet, welche die direkte Gewinnung von Rohessigsäure aus entgeistetem Holzessig mit Hilfe eines Extraktionsmittels, des Essigäthers, ermöglichten. Die weitere Loslösung vom Holzkalk erfolgte ab 1935/36 systematisch. In diesem Geschäftsjahre wurde in Kredenbach die Esteranlage vergrößert und in Bodenfelde eine Essigsäureextraktionsanlage in Betrieb genommen, im folgenden Jahre wurden Greifenhagen und Lorch, 1937/38 Brilon-Wald auf Essigsäureextraktion umgestellt. Im gleichen Geschäftsjahre wurde in Oeventrop eine Anlage zur direkten Ketonisierung von Holzessig errichtet, die Essigsäuredestillationsanlage in Frankfurt/O. erweitert und 1938/39 in Bodenfelde eine Anlage zur Ketonisierung von Rohessigsäure aufgestellt. Nur noch Vosswalde und Züschen arbeiteten bis zum Kriegsende auf Holzkalk, der in Frankfurt/O. auf Essigsäure bzw. in Oeventrop auf Aceton verarbeitet wurde. Im Geschäftsjahre 1947/48 erfolgte die Übernahme der Essigsäure-Extraktionsanlage des schwer beschädigten Werkes Schleiden durch das Werk Züschen. ,
Über die technische Entwicklung der Holzverkohlungsverfahren [1] ist folgendes zu sagen:
Seit ältester Zeit ist die Meilerköhlerei das erste Stadium der technischen Gewinnung von Holzkohle, bekannt. Ein Meiler mittlerer Größe faßt etwa 15O rm4) oder 100 fm Holz. Der Meiler wird mit Erde, Moos oder dergleichen abgedeckt und mit trockenem Holz unten in einem Zündkanal angezündet. Die Regulierung der Verbrennungsluft erfolgt durch am Fuß des Meilers angebrachte Zuglöcher. Ein solcher Meilerprozeß dauert etwa 2 bis 3 Wochen. Das Vermeilern des Holzes kann auch in gemauerten oder in Blechmeilern erfolgen. Die Meilerei hat heute nur noch begrenzte Bedeutung für abgelegene Gegenden, von denen ein Abtransport des Holzes zu große Kosten verursachen würde.
Die Meilerverkohlung hat gegenüber der Retortenverkohlung große Nachteile und wurde deshalb von der Holzverkohlungsindustrie nur in Zeiten außerordentlichen Holzkohlenbedarfs in geringem Umfange neben der industriellen Holzverkohlung betrieben. Einmal ist die Holzkohlenausbeute beim Meilerbetrieb wesentlich schlechter, weil ein Teil des Holzes zur Deckung des Wärmebedarfs verbraucht werden muß, und zum andern können die Destillationsprodukte beim Meilerprozeß nicht gewonnen werden.
Bei dem in den Verkohlungswerken der Degussa angewand ien alten Verfahren erfolgt die Verkohlung des Holzes in eisernen Retorten unter Luftabschluß. Als Verkohlungsholz kommt normalerweise lufttrockenes Buchenholz, d. h. Holz mit einem Wassergehalt von etwa 20 Prozent, zur Verwendung. Die Trocknung- des Holzes wird, durch geeignete Lagerung im Freien erreicht.
Der Verkohlungsprozeß muß bei der alten Retortenverkohlung zunächst durch äußere Wärmezufuhr eingeleitet werden. Oberhalb 270° C setzt die sogenannte „Exotherme“ ein, d. h. der Prozeß geht bei Erreichung dieser Temperatur unter eigener Wärmeentwicklung weiter. Der Verkohlungsprozeß ist abgeschlossen, wenn die Verkohlungstemperatur über einige Stunden bei etwa 400° C gehalten wird. Die Holzkohle bleibt in der Retorte zurück, die während des Verkohlungs- prozesses sich entwickelnden Gase und Dämpfe gehen über ein Kühlersystem, in welchem sie sich zu einem braunen, teerhaltigen, sauren Destillat, dem sogenannten Rohholzessig, verdichten. Die nicht kondensierbaren Gase, welche außer Kohlensäure und anderen inerten Gasen etwa 30 Prozent Kohlenoxyd enthalten, werden für die Retortenbeheizung benutzt, Überschußmengen stehen für andere Heizzwecke oder zur Krafterzeugung in Gasmotoren zur Verfügung.
Die ältesten Retorten haben ein Fassungsvermögen von einem oder 2,5 fm5. Die alten Verkohlungen in Bodenfelde, Brilon-Wald und Bruchhausen waren mit 1-fm-, die Verkohlungen in Schleiden, Vosswalde und Züschen mit 2,5-fm-Retorten ausgerüstet. Es sind liegende zylindrische Eisenbehälter, welche von Hand mit 1 m langem Scheitholz beschickt und von außen beheizt werden.
Eine sehr brauchbare Konstruktion ist das 10-fm-Retortensystem, Es fand in den Verkohlungen in Greifenhagen, Kredenbach und Oeventrop Verwendung und ist heute noch in Brücken und Lorch in Betrieb. Das 1 m lange Scheitholz wird in Retortenwagen mittels einer elektrisch betriebenen Schiebebühne in die Retorten eingefahren. Der Verkohlungsprozeß dauert — abhängig von der Holzfeuchtigkeit — 18 bis 24 Stunden. Nach beendeter Verkohlung werden die Wagen mit der Holzkohle aus den Retorten herausgezogen und in gegenüberliegende, mit Wasser berieselte Kühltrommeln eingefahren.
Einen weiteren Fortschritt in der Entwicklung der Holzverkohlung brachte das nach seinem Erfinder benannte Reichert-Verfahren, welches in Brilon-Wald ab 1932 entwickelt wurde. Es löste in den Jahren 1933 bis 1935 die 1-fm-Retorten in Brilon-Wald ab und wurde Anfang 1937 auch in Bodenfelde eingeführt. Bei Kriegsende liefen in Bodenfelde die 40-fm- und die 1-fm-Retorten nebeneinander.
Die 40-fm-Verkohlungsretorten unterscheiden sich von den bisher gebräuchlichen außer in den äußeren Dimensionen — eine 40-fm-Retorte hat einen Inhalt von 100 cbm — im wesentlichen dadurch, daß die Beheizung der Retorten nicht durch äußere Wärmezufuhr, sondern unmittelbar durch die heißen Verkohlungsgase erfolgt, welche in die Retorten oben eingeführt werden.
Bei diesem Verkohlungsverfahren setzt der Verkohlungsprozeß im oberen Teil der Retorte ein und schreitet nach unten fort. Die sich entwickelnden Gase und Dämpfe geben auf ihrem Wege nach unten ihre Wärme zum großen Teil an die unteren kühleren Schichten ab, wodurch einmal eine gute Wärmeausnutzung erzielt und zum anderen durch die schnelle Entfernung der Destillationsprodukte aus der Verkohlungszone der Zersetzungsprozeß gemildert wird. Die sogenannten Umwälz- oder Spülgase, welche zur inneren Beheizung der Retorten dienen, werden aus den sich beim Verkohlungsprozeß entwickelnden Gasen und Dämpfen dadurch erhalten, daß diese in Kühlern und Wäschern von den darin enthaltenen kondensierbaren Produkten — Holzessig, Holzgeist, Holzteer — befreit und die zurückgebliebenen inerten Gase in einem Gaserhitzer auf die erforderliche Ver- kohlungstemperatur überhitzt werden. Die Umwälzgase werden mittels eines Gasgebläses, welches sich vor dem Gaserhitzer befindet, in den oberen Teil der Retorten gedrückt. Das Überschußgas wird aus dem Kreislauf herausgenommen und steht für andere Heizzwecke zur Verfügung.
Das 40-fm-Retortensystem mit Spülgasbeheizung hat gegenüber der Arbeitsweise mit Retorten von kleinerem Fassungsvermögen, welche von außen beheizt werden, beachtliche technische Vorteile. Der ganze Verkohlungsprozeß ist weitgehend mechanisiert. Das 1 m lange Holzscheit wird von Hand auf elektrisch betriebene Sägen gelegt und nicht mehr berührt, bis die in Säcken sortierte Holzkohle wieder von Hand von den Holzkohlensichtmaschinen abgenommen wird. Die Gasumwälzung gestattet eine vollkommene Temperaturbeherrschung innerhalb der Retorte, welche ermöglicht, den Kohlenstoffgehalt der Holzkohle in Grenzen zwischen 70 und 90 Prozent auf einige Prozent Genauigkeit einzustellen. Da der Verkohlungsprozeß durch die schnelle Entfernung der Destillationsprodukte aus der Verkohlungszone sehr schonend durchgeführt wird, ist es nicht verwunderlich, daß die Essigsäureausbeute nach diesem Verfahren höher liegt als bei den Verfahren mit Retorten von kleinerem Fassungsvermögen ohne Umwälzgasbeheizung. Die übrigen Ausbeuten sind denen der älteren Verfahren annähernd gleich.
Das 40-fm-Retortensystem ist der Vorläufer der vollkontinuierlichen Verkohlung, welche die Firma Lambiotte & Co., Brüssel, in Anlehnung an das 40-fm-Retortensystem entwickelte. Sie ist unter dem .Namen S.I.F.I.C.-Verfahren (Société Industrielle et Financiére pour l’Industrie Chimique) bekannt.
Die Abbildungen 1 und 2, eine Batterie von alten 1-fm-Retorten und eine moderne 40-fm-Retorte, zeigen am besten den technischen Fortschritt der Holzverkohlungsverfahren, der sich auch im Äußeren der Werke widerspiegelt, wie zwei Aufnahmen der gleichen Verkohlung aus den Jahren 1925 und 1950 veranschaulichen.
Das Bild der Verfahrenstechnik der deutschen Holzverkohlungsindustrie hat sich im Laufe der Jahr, wie die kurze Übersicht über ihre Entwicklung zeigt von Grund auf geändert. Chemiker und Ingenieure arbeiten im Betrieb und in den Konstruktionsbüros an der weiteren Verbesserung und Verbilligung der Herstellungsmethoden. Darüber hinaus sind neue Anwendungsgebiete für die spezifischen Verkohlungsprodukte erschlossen worden. Nur so ist es verständlich, daß die schon so oft totgesagte uralte Industrie der Holzverkohlung bis heute ihren bescheidenen Anteil an der Produktion der deutschen chemischen Industrie im Verbande der Degussa erhalten konnte.
Einen Überblick über die bei der Verkohlung von 1 fm lufttrockenem Buchenholz anfallenden Primärprodukte gibt die nachfolgende Aufstellung:
Der prozentuale Anteil der aus lufttrockenem Buchenholz entstehenden Produkte beträgt etwa:
|
26,7 % |
Holzkohle |
|
|
4,4 % |
Essigsäure |
|
|
1,8 % |
Holzgeist |
|
|
7,1 % |
Holzteer |
|
|
16,2 % |
Holzgas |
|
|
20,8 % |
Reaktionswasser |
Wasser, welches während des Verkohlungsprozesses entsteht |
|
23,0 % |
Wasser |
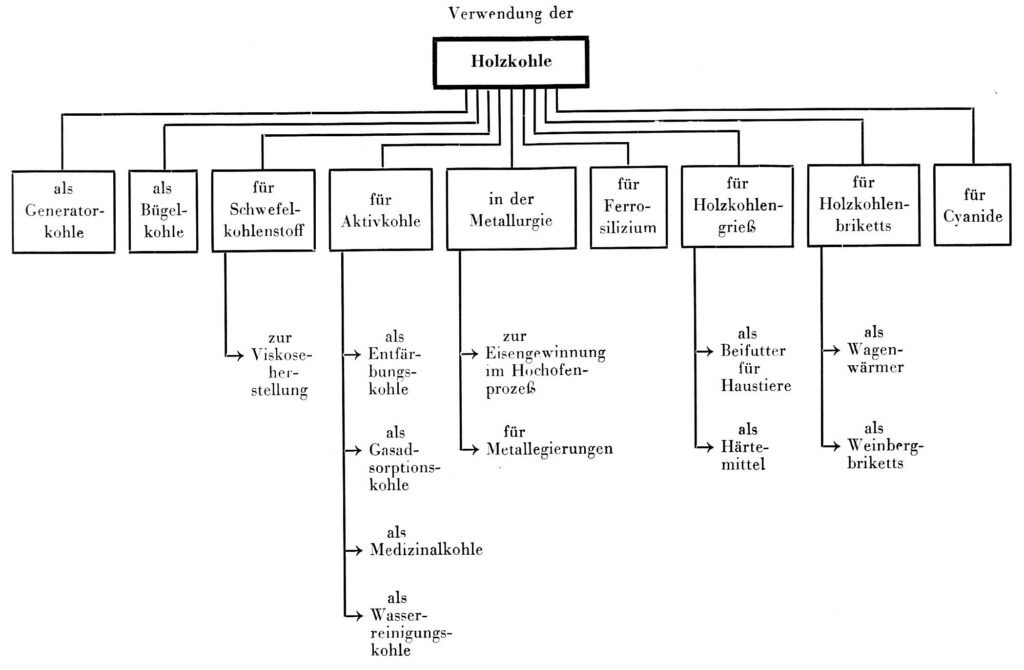
Die Holzkohle, gleichgültig nach welchem Verkohlungsverfahren gearbeitet wird, muß stets sortiert, d. h. die Grobkohle muß von der kleinstückigen Holzkohle, der sogenannten Stübbe, und vom Staub getrennt werden. Dieser Sichtungsvorgang erfolgt unter Verwendung von Siebtrommeln oder Rüttelsieben. Zur Erzeugung von sogenanntem Holzkohlengrieß wird die Holzkohle zunächst in Mahlanlagen zerkleinert und dann gesichtet. Der Holzkohlenstaub wird zusammen mit Bindemitteln zu Holzkohlenbriketts und auch zu Aktivkohlepreßlingen verarbeitet.
Die Verwendungsgebiete der Holzkohle zeigt die vorseitige Übersicht.
Der Rohholzessig hat etwa die folgende Zusammensetzung:
- 8 — 10 % Essigsäure und Homologe
- 3 % Rohholzgeist
- 7% gelöste Teerbestandteile
- 8 % Absetzteer
- Der Rest ist Wasser.
Vor der Weiterverarbeitung des Rohholzessigs muß der sogenannte Absetzteer, etwa 30 kg/fm, durch Stehenlassen des Rohholzessigs in Bottichen abgeschieden werden. Nach Abtrennung des Teeres wird der Rohholzessig entgeistet, d. h. die leichtflüchtigen Holzgeistbestandteile werden in einer Kolonnen-Apparatur abgetrieben und der so gewonnene Rohholzgeist anschließend in einer kontinuierlich arbeitenden Rektifikationsanlage in seine Bestandteile zerlegt. Der Rohholzgeist hat etwa die folgende Zusammensetzung:
- 60—70 % Methanol
- 10—15 % Aceton
- 10—15 % Methylacetat
- 1—3 % Acetaldehyd
- 0,5—1 % Allylalkohol
- außerdem Holzgeistöle.
Durch Rektifikation des Rohholzgeistes gewinnt man an Fertigprodukten:
etwa
- 50 % Methanol
- 20 % Denaturierungsholzgeist
- 12 % Lösungsmittel
- 10 % Holzgeistöle
- 5 % acetaldehydhaltige Vorläufe.
Die wichtigsten Verwendungsgebiete dieser Produkte zeigt die nachfolgende Übersicht.
Der entgeistete Holzessig fließt zur nochmaligen Abscheidung von Teer aus der Blase der Kolonnen-Apparatur in Sammelgefäße.
Die Aufarbeitung des entgeisteten Rohholzessigs erfolgt nach verschiedenen Verfahren:
Früher erzeugte man nach dem Holzkalkverfahren aus dem Rohholzessig durch Einleiten der essigsäurehaltigen Dämpfe in Kalkmilch primär essigsauren Kalk, auch Holzkalk oder Graukalk genannt. Dieser in wässeriger Lösung anfallende essigsaure Kalk wurde in Rührwerken, auf Walzentrocknern oder auch mittels Bandtrocknern bis zur Trockene eingedampft. Der Holzkalk war Ausgangsprodukt für die Herstellung von Essigsäure oder Aceton.
Zur Herstellung von Essigsäure aus Holzkalk wurde dieser in Rührwerksapparaten in der Hitze durch Schwefelsäure zersetzt, wobei Rohessigsäure abdestilierte und als lästiges Nebenprodukt schwefelsaurer Kalk zurückblieb. Die Rohessigsäure wurde, wie heute noch üblich, in Rektifikationsanlagen, in denen die Trennung der Essigsäure von den ihr homologen Säuren erfolgt, gereinigt.
Zur Herstellung von Aceton aus Holzkalk wurde dieser in geheizten Rührwerksapparaten oder in Retorten, in dünner Schicht auf Hordenbleche aufgetragen, auf Temperaturen von 400 bis 500 °C erhitzt. Das hierbei entstehende leichtflüchtige Aceton destillierte ab, während kohlensaurer Kalk als wertloses Nebenprodukt zurückblieb. Die Reinigung des noch teerhaltigen Rohacetons erfolgte in besonderen Rektifikationsanlagen.
Heute wird nicht mehr nach dem unwirtschaftlichen, veralteten Holzkalkverfahren gearbeitet, nachdem Verfahren ausgearbeitet worden sind, welche es ermöglichen, Essigsäure und Aceton auf direktem Wege herzustellen.
Das moderne Extraktionsverfahren zur direkten Gewinnung von Rohessigsäure aus etwa zehnprozentigem entgeistetem Rohholzessig benutzt geeignete Lösungsmittel, welche ein gutes Lösungsvermögen für Essigsäure besitzen und in Wasser nur teilweise löslich sind. Dieser Extraktionsprozeß wird in etwa 10 m hohen, mit Essigäther [5] beschickten und mit besonderen Füllkörpern ausgerüsteten Extraktionstürmen kontinuierlich durchgeführt. In den oberen Teil der Türme fließt stetig Holzessig ein, während von unten das Lösungsmittel zugeführt wird. Das am unteren Teil der Türme abfließende Abwasser wird in einer Kolonnen-Apparatur von dem noch in ihm gelösten Lösungsmittel getrennt, welches ebenfalls kontinuierlich in die Extraktionsanlage zurückgeht. Der Lösungsmittelextrakt enthält außer Essigsäure und deren Homologen noch einen Teil des im Rohholzessig gelösten Teeres. Das leichtflüchtige Lösungsmittel geht in die Extraktionstürme zurück, die Trennung der Rohessigsäure vom Teer erfolgt in Vacuum-Apparaten. Die Verarbeitung der Rohessigsäure auf Reinsäure, technische Essigsäure, Eisessig und Essigessenz geschieht in den üblichen Rektifikationsanlagen.
Aus Rohessigsäure, auch im Gemisch mit entgeistetem Rohholzessig, oder aus entgeistetem Rohholzessig allein kann auf katalytisehem Wege direkt Aceton [6] hergestellt werden. Durch Veresterung von nicht entgeistetem bzw. entgeistetem Holzessig mit Methyl- bzw. Äthylalkohol können, unter Zusatz von Schwefelsäure als Katalysator, Methyl- bzw. Äthylacetat gewonnen werden.
Die Verwendungsgebiete der aus dem Rohholzessig gewonnenen Produkte sind aus den nachfolgenden Zusammenstellungen ersichtlich.

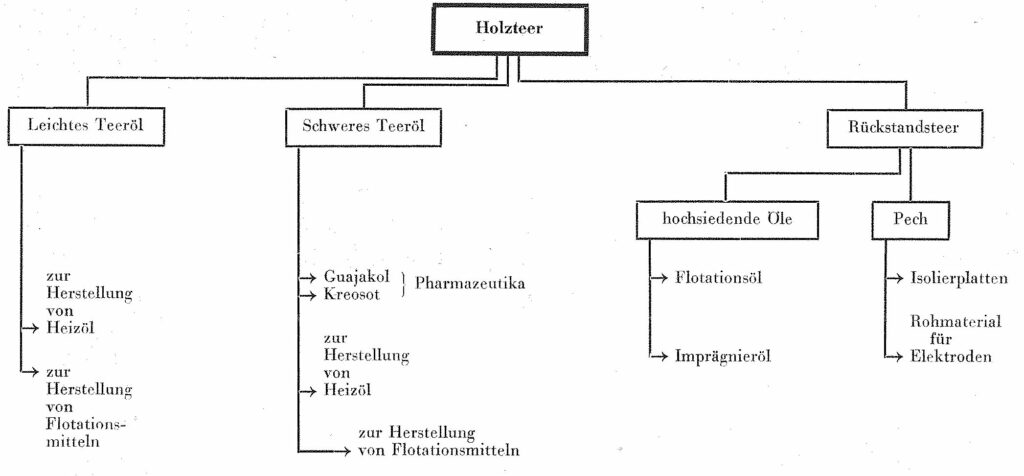
Aus dem Absetztteer werden durch Destillation leichtes und schweres Teeröl — letzteres enthält das wertvolle Kreosot — gewonnen, während Rückstandsteer, welcher durch Verdünnung mit Teerölen Heizöl ergibt, in der Blase zurückbleibt. Durch weitere Destillation des Rückstandsteeres im Vacuum werden hochsiedende Teeröle — Ausgangsprodukte für Flotationsmittel — erhalten. Als Rückstand verbleibt Pech. Die übrigen Teersorten sind von untergeordneter Bedeutung. Sie finden Verwendung als Heizöle oder als Bindemittel für Briketts.
Die Verwendungsmöglichkeit der Teerprodukte zeigt die vorseitige Übersicht.
 |
 |
| Abb1. alte Retorten | Abb. 2 moderne Reichert-Retorte |
Die Holzteerforschung [7], welche noch nicht abgeschlossen ist, hat bisher recht interessante Produkte hervorgebracht, wie z. B. Methylcyclopentenolon und Maltol als Ausgangsprodukte für Riechstoffe, Pyrogalloldimethyläther, bekannt als fotografischer Entwickler, und Inhibitoren zur Verhinderung der Gumbildung bei gewissen flüssigen Brennstoffen.
Lage nach 1945
Der totale Zusammenbruch nach dem zweiten Weltkriege hat auch dei Verkohlungsindustrie aufs neue harte Schläge versetzt. Die Verarbeitungskapazität der deutschen Verkohlungen betrug während des letzten Krieges etwa 500 000 fm/Jahr. Dieser Durchsatz wurde in den Geschäfts jähren 1942/43 und 1943/44 praktisch erreicht. Von den insgesamt 16 Werken der Verkohlungsindustrie standen der Degussa 1945 nur noch zehn Werke in betriebsfähigem Zustand zur Verfügung:
-
Bodenfelde
-
Bruchhausen
-
Brücken
-
Konstanz
-
Kredenbach
-
Lorch
-
Mombach
-
Oeventrop
-
Züschen.
Die in der französischen Zone gelegenen Werke Brücken, Konstanz und Mombach waren bis Ende 1951 unter Treuhänderverwaltung, das Werk Schleiden in der Eifel war infolge Kriegseinwirkung so stark beschädigt, daß eine Wiederinbetriebnahme nicht mehr in Frage kam. Es ist inzwischen verkauft worden. Zwei Verkohlungen — Greifenhagen und Vosswalde — sowie drei Aufarbeitungsbzw. Veredlungswerke im Osten — Frankfurt/O., Ratibor und Wildau — sind durch die derzeitige Grenzziehung aus dem Verbände ausgeschieden. Infolge der bekannten Schwierigkeiten — Kohlenmangel, unzuverlässige Stromversorgung, Mangel an fachlich qualifizierten Arbeitskräften, schwierige Transportlage — konnten in den beiden Geschäftsjahren nach dem Zusammenbruch nur etwa 40 Prozent der noch verbliebenen Verkohlungskapazität von ca. 250.000 fm/Jahr ausgenutzt werden.
Besonders schmerzlich machte sich der Verlust der östlichen Aufarbeitungswerke bemerkbar. Nur nach und nach konnten im westlichen Teil Deutschlands, zunächst behelfsmäßig, Ersatzanlagen erstellt werden. Nach der Währungsreform, im Jahre 1948, wurde für die in Ratibor verlorengegangene Anlage zur Herstellung von Entfärbungskohle der Aktivkohlebetrieb in Brilon-Wald mit einer Schachtofenanlage ausgerüstet. Für die nicht mehr verfügbare Essigsäuredestillation in Frankfurt/O. wurde im Geschäftsjahr 1948/49 in Bodenfelde eine Anlage zur Erzeugung von chemisch reiner und technischer Essigsäure, sowie von Eisessig und Essigessenz errichtet. Auch für die anderen im Osten befindlichen Veredlungsbetriebe wurden in den Jahren 1948 bis 1952 Ersatzanlagen im Westen erstellt. Das Werk Bruchhausen erhielt Betriebe zur Herstellung von Formaldehyd und Pentaerythrit in welchen die neuesten Erkenntnisse Berücksichtigung fanden, und eine bereits in Mombach vorhandene Formaldehydanlage wurde vergrößert und modernisiert.
Nach der Währungsreform wurde die Lage für die Holzverkohlungsindustrie äußerst kritisch. Die Preise für Verkohlungsholz, welche vor der Währungsreform bereits abnormal hoch waren, stiegen, bedingt durch die allgemeine Holzknappheit in Zusammenhang mit dem Brennstoffmangel und den Anforderungen der Zellstoffindustrie an Buchenfaserholz, immer weiter. Während 1 fm Buchenholz frei Werk im Geschäftsjahre 1938/39 RM 15,— kostete, stand der Festmeter Holz schlechterer Qualität im Jahre 1949/50 mit etwa DM 30,—, im Jahre 1950/51 mit etwa DM 45,— und im Jahre 1951/52 im Durchschnitt mit etwa DM 55,— ein. Die Kohlen-, und damit auch die Energiepreise sowie die Löhne zogen an, während die Erlöse für die Fertigprodukte der Verkohlungsindustrie gegenüber denjenigen der Reichsmarkzeit zurückgingen. Hinzu kam, daß, bedingt durch die langsame Entwicklung auch der anderen Industriezweige infolge der lähmenden Geldknappheit, der Absatz zurückging und sämtliche Werke — ganz abgesehen von der geringen Kapazitätsausnutzung — als Folge des Zusammenbruches mit Personal stark übersetzt waren. Untragbare Rohstoffpreise und abnormale Unkosten auf der einen und schlechte Erlöse auf der anderen Seite bedeuteten den Untergang der deutschen Holzverkohlungsindustrie.
Eine solch katastrophale Lage erforderte radikale Eingriffe, um die Holzverkohlungsindustrie vor dem völligen Zusammenbruch zu retten. Die noch vorhandene Überkapazität mußte beseitigt werden, um eine optimale Auslastung der verbleibenden Verkohlungen zu gewährleisten. Unter Abwägung aller sozialen, wirtschaftlichen und technischen Gesichtspunkte, insbesondere aber unter Berücksichtigung der Holzlage für die einzelnen Verkohlungen, mußte der Entschluß gefaßt werden, außer den bereits ausgeschalteten Verkohlungen in Bruchhausen und Schleiden sowie der 1-fm-Retorten in Bodenfelde auch die Verkohlungen in Kredenbach, Oeventrop und Züschen stillzulegen. Die Stillegung von Kredenbach und Oeventrop erfolgte im Geschäftsjahre 1948/49, die von Züschen 1949/50. Das Werk Kredenbach ist inzwischen verkauft worden. Diese unvermeidlichen Maßnahmen, welche, trotz der traditionellen sozialen Einstellung der Degussa, nicht ohne Härten für die Betroffenen ausgingen, retteten zunächst den Bestand der restlichen Verkohlungen und damit die Existenz vieler Gefolgschaftsmitglieder. Außerdem mußten in den verbleibenden Verkohlungen innerbetriebliche Maßnahmen von einschneidender Bedeutung durchgeführt werden, um deren Zukunft zu sichern. Die wirtschaftliche Lage der Holzverkohlungsindustrie bleibt trotz dieser durchgreifenden und harten Maßnahmen auch weiterhin kritisch, solange für Verkohlungsholz kein tragbares Preisniveau erreicht ist.
Von den Forstverwaltungen, ob staatlich oder privat, war die Holzverkohlungsindustrie in früheren Jahren als „Polizei des Waldes“ anerkannt, und dementsprechend wurden auch die Preise für Verkohlungsholz bemessen. Wenn auch die allgemeine Holzverknappung — in Zusammenhang mit dem zeitbedingten Hausbrandmangel und den Anforderungen der Zellstoffindustrie an Buchenfaserholz — scheinbar den Sinn für die Wirklichkeit verschleiert hat, so ist doch zu wünschen, daß der Waldbesitz — ehe es zu spät ist — sich in seinem eigensten Interesse daran, erinnern wird, daß die Holzverkohlungsindustrie seit ihrem Bestehen neben ihrer volkswirtschaftlichen Leistung stets eine forstwirtschaftliche Aufgabe erfüllt hat.
Schrifttum:
1) H. Bergström und G. Wesslen, Om träkolning, 2. Auflage. P. A. Norstedt und Seiner, Stockholm 1918.
G. Bugge, Die Holzverkohlung und ihre Erzeugnisse. Sammlung Göschen. Verlag Walter de Gruyter u. Co., Berlin-Leipzig 1925.
G. Bugge, Industrie der Holzdestillationsprodukte, Techn. Fortschrittsberichte, Band XV. Verlag Theodor Steinkopff, Dresden-Leipzig 1927.
H. M. Bunbury, The destructive Destillation of Wood, Benn Bros., London 1923.
G. Dupont, Destillation du Bois, Gauthiers-Villars et Cie., Paris 1924.
F. Flügge, Holzverkohlung in Chemische Technologie von K. Winnacker und E. Weingärtner, Band 3, S. 497-530, Carl Hanser Verlag, München 1951
L. F. Hawley, Wood Destillation (American Chemical Society, Monograph Series), Chemical Catalog Co., Inc., New York 1923.
M. Klar, Technologie der Holzverkohlung, Springer-Verlag, Berlin 1910, Manualdruck 1923.
P. Klason, Holzverkohlung in Ullmann, Enzyklopädie der techn. Chemie, Band 6, S. 171-191, Verlag Urban und Schwarzenberg, Berlin-Wien 1930.
CA. Mariller, La Carbonisation des Bois, Lignites et Tourbes, Dunod, Paris 1924.
2) Theophrast, Histor. plant., Band 9, 63, S. 172 (Heinsius-Ausgabe), 372-287 v. Chr.
3) DRP. 666387, 712552, 713290, 744135
4) Franz. Pat. 85 97 41, DRP. 76 39 15
5) DRP. 280 64, 59 21 19.
6 J. Am. Soc. 17 (1895), S. 187.
7) G. Bugge, Industrie der Holzdestillationsprodukte, Techn. Fortschrittsberichte, Band XV., S. 59-68, Verlag Theodor Steinkopff, Dresden-Leipzig .1927.
Anmerkungen
Der Aufsatz von Friedo Flügge ist informativ und vermittelt einen Eindruck vom Stand der Holzverkohlung unmittelbar nach dem Ende des Zweiten Weltkriegs.
Es wird allerdings keine Erklärung gegeben, warum sich die Degussa in diesem Bereich überhaupt engagiert hat. Das läßt sich nur erklären, wenn man die Verknüpfungen der Holzverkohlungsindustrie mit anderen Geschäftsfeldern betrachtet.
Cyanidherstellung mit Holzkohle
Ein Grund dürfte das Interesse an Cyaniden sein. Seit Anfange des Jahrhunderts werden Cyanide nach dem Castener-Kellner-Verfahren6 hergestellt. Dabei werden Natrium und Holzkohle gemeinsam erhitzt. Es wird Ammoniak wird einzugeleitet und reagiert mit Natrium zu Natriumamid gemäß der Formel:
2 Na + 2 NH3 → 2 NaNH2 + H2
Natriumamid geht mit Kohle bei 873 K (600 °C) in Natriumcyanamid über:
2 NaNH2 + C → Na2N2C + 2 H2
Bei 1073 K (800 °C) entsteht Natriumcyanid durch weitere Umsetzung des Natriumcyanamids mit Kohle:
Na2N2C + C → 2 NaCN
Das Natrium wurde von DEGUSSA in eigenen Werken, zunächst in Rheinfelden nach einem von H. Y. Castener entwickelten elektrolytischen Verfahren aus Ätznatron produziert. In Rheinfelden standen sowohl Steinsalz als auch Wasserkraft zur Verfügung. 1924 wurde auf das Downs-Verfahren umgestellt, das mit mit geschmolzenem Kochsalz arbeitet. In Knappsack konnte Strom aus rheinischer Braunkohle verwendet werden. Das 1914 errichteten Kraftwerk Goldenberg der RWE war damals das größte Kraftwerk Europas.
Für die Umsetzung in Natrium muß eine hochwertige Holzkohle eingesetzt werden, die wenig Asche und keine störenden Schwermetalle enthalten sollte. Es hatte sich herausgestellt, daß der Mangan-Gehalt die Reaktion negativ beeinflußt.
Formaldehyd aus Holzgeist
Ebenfalls nur am Rande erwähnt wird die Bedeutung der Holzverkohlung für die Herstellung von Formaldehyd.
Formaldehyd wurde aus Methanol (Holzgeist) durch katalytische Oxidation hergestellt. Es gab zwar ein Verfahren zur Herstellung von Methanol aus Karbid, also letztlich aus fossiler Kohle, aber der Bau eines Werkes in Fürstenwalde kam nach Beginn des Zweiten Weltkriegs nicht so recht voran.
Von 1933 bis 1939 hatte sich die Produktion dieses Chemierohstoffs in den Werken der DEGUSSA verdoppelt und bis 1943 vervierfacht.
Produktion aller HIAG-Werke zusammen: Bodenfelde. Brilon-Wald. Bruchhausen. Brücken. Konstanz. Kredenbach. Lorch. Mombach. Oeventrop. Schleiden and Züschen.
|
Produkt |
1933 |
1938 |
1943 |
|
Holzkohle |
32.120 |
72.980 |
72.510 |
|
Aktivkohle |
80 |
250 |
610 |
|
Holzteer |
7.630 |
19.600 |
19.960 |
|
Teeröle |
640 |
1.370 |
9.120 |
|
Guyacol |
0 |
20 |
60 |
|
Kreosot |
280 |
60 |
20 |
|
Flotationsöle |
0 |
50 |
810 |
|
Denaturierter Holzalkohol |
740 |
790 |
560 |
|
Lösungsmittel |
600 |
890 |
600 |
|
Methanol |
1.370 |
2.190 |
1.770 |
|
Formaldehyd |
1.620 |
3.180 |
7.120 |
|
Paraformaldehyd |
0 |
0 |
10 |
|
Acetate |
3.100 |
6.940 |
9.770 |
|
Aceton |
1.120 |
1.510 |
1.400 |
|
Acetoncyanhydrin |
0 |
430 |
1.600 |
Penterythrit als Sprengstoff nachgefragt
Formaldehyd wurde in Form von Penterythrit oder Hexalolo (Decknamen Zeins oder Holzmehl) als Rohstoff für Sprengstoffe benötigt. Pentaerithryt ist ein Polymerisationsprodukt von Formaldehyd und Acetaldehyd und ergibt mit Salpetersäure Nitropenta, einen Sprengstoff, der auch als Nitropenta oder Sempex bekannt ist.
Man gewinnt Penterythrit durch Kondensation von Acetaldehyd mit Formaldehyd in wäßrig-alkalischer Lösung.
Pentaerythrit (2,2-Bis(hydroxymethyl)-1,3-propan-diol) ist ein weißes, kristallines Pulver mit süßlichem Geschmack, nicht hygroskopisch, brennbar, in heißem Wasser gut löslich, in kaltem Wasser etwas löslich, wenig löslich in Alkohol und unlöslich in Benzol, Tetrachlormethan, Ether und Petrolether.
Das Heereswaffenamt hat für knapp 2 Millionen RM über 400 t Pentaerythrit geordert, worauf die DEGUSSA das bestehende Werk in Wildau bei Berlin erweiterte. Aber das Projekt nahm viel größere Dimensionen an. Die HIAG sollte 4 sogenannte Bereitschaftsfabriken in verschiedenen Teilen Deutschland errichten und auf Provisionsbasis betreiben. Im Mai 1939 wurde ein Rahmenvertrag unterzeichnet, nach dem vier Werke in der reichseigene Paraxol GmbH zusammengefaßt wurde, während die DEGUSSA die Werke in Bodenfelde und Wildau in eigener Regie betrieb. Für die Planung und Bau der neuen Werke wurden 600.000 RM bezahlt.
Die Erweiterung des Werks in Wildau war das Werk in Niederlehme (heute ein Ortsteil von Königswusterhausen). Es direkt liegt an der Dahme, so daß das Formaldehyd wurde mit Schiff geliefert werden konnte, und wurde als Marmeladenfabrik getarnt. Es wurde 1945 demontiert und das Gelände danach von der NVA als »Treib- und Schmierstofflager 44« genutzt. Es gibt noch zwei Tanks mit 7.700 m³, die ursprünglich als Lager für die flüssigen Rohstoffe dienten.
Das Werk wurde in »aufgelockerter Luftschutzbauweise« ausgeführt und bestand aus etwa 50 Gebäuden. Die würfelförmigen Produktionsgebäude waren unterirdisch mit Leitungen verbunden.
Pentaerythrit ist eigentlich ein harmloser Stoff, der allerdings im täglichen Gebrauch sehr selten anzutreffen ist. Früher hat man es zum Teil als Abführmittel verwendet. Es wird nach wie vor für die Herstellung von Kunstharzen, Lackgrundstoffen und Weichmachern verwendet.
Die Herstellung ist nicht schwierig:
- 224 g Formaldehyd
- 63 g Acetaldehyd
- 5 g Calciumhydroxid
- Natriumcarbonat
- dest. Wasser
Man lässt 224 g Formaldehyd mit 63 g Acetaldehyd in 441 ml Wasser reagieren. Zu dieser Mischung gibt man langsam 5 g Calciumhydroxid und erwärmt sie unter ständigem Rühren auf 65 °C. Diese Temperatur hält man unter ständigem Rühren für 45 Minuten. Man läßt die Lösung abkühlen und fällt das Ca(OH)2 mittels Natriumcarbonat aus. Die filtrierte Lösung wird eingedampft. Das kristalline Pentaerythrit kann mit heißem Wasser umkristallisiert werden.
Das deutet darauf hin, daß das Werk in Niederlehme, ebenso wie eine Reihe von ähnlichen Betrieben der Dynamit-Nobel-Aktiengesellschaft in verschienenen Teilen Deutschland nicht zur Herstellung von Pentaerithryt diente, sondern für die viel gefährlichere Umsetzung zu Nitropenta mit Hilfe von Salpetersäure. In Malchow am Plauer See gab es eine ähnliche Fabrik im Wald, die 1944 monatlich 600 t Sprengstoff produziert hat. Andere Standorte waren bei Wolfratshausen und Lippoldsberg im Weserbergland. Diese Anlage soll mit einer unterirdischen Pipeline mit dem etwa 2 km entfernten Werk Bodenfelde verbunden gewesen sein.
Lippoldsberg wurde 1943 zum Sitz der Verwertungsgesellschaft für Montanidustrie (MONTAN) nachdem die Zentrale in Berlin bei einem Bombenangriff im Herbst zerstört worden war. Über dieses Unternehmen wurden die rüstungsrelevanten Betriebe koordiniert, wobei die Betriebsführung anderen, etwa der DEGUSSA, übertragen wurde.
1945 befand sich die Verwaltung der MONTAN in einer Baracke des Paraxol-Werks.
Es ist nicht klar, woher das Acetaldehyd, das zur Herstellung von Pentaerithryt ebenfalls benötigt wurde, kam. Die damals gebräuchliche Methode war die Herstellung aus Karbid. Von der DEGUSSA war ein eigenes Werk für 30.000 bis 50.000 t Karbid pro Jahr in Fürstenwalde an der Spree geplant worden. Das war zwar als kriegswichtig eingestuft, trotzdem kam der Bau wegen Verzögerungen bei der Lieferung von Baumaterialien nicht recht voran. Die Formaldehydanlage konnte erst im März 1945 in Betrieb gehen. Es gab verschiedene Karbidwerke in Deutschland, unter anderem in Knappsack, Bitterfeld und Piesteritz, wo auch Acetaldehyd produziert wurde.
Wacker-Chemie produzierte bei Burghausen an der Salzach Acetaldehyd für die Herstellung von synthetischem Kautschuk. Nach dem Beginn des Krieges 1939 stieg die Zahl der Beschäftigten von 4.125 Ende 1939 auf 6.500 im Jahr 1944 an.
Literatur
Hopmann, Barbara; Von der Montan zur Industrieverwaltungsgesellschaft (IVG), 1916-1951; Franz Steiner Verlag, 1996, 316 Seiten
Bugge, Günther; DieHolzverkohlung und Ihre Erzeugnisse; Verlag De Gruyter 1925, 140 Seiten, ISBN 978-3-11-100369-6 ()
Zwischen Feld und Fabrik – Arbeiteralltag auf dem Dorf von der Jahrhundertwende bis heute. Die Sozialgeschichte des Chemiewerkes Bodenfelde 1896 bis 1986; Göttingen, Verlag Die Werkstatt, 1986 111 Seiten
Die Holzverkohlung und ihre Erzeugnisse
Günther Bugge (Autor)
Buch | Hardcover
140 Seiten
1925
De Gruyter (Verlag)
978-3-11-100369-6 (ISBN)
|
Reihe/Serie |
Sammlung Göschen; 914 |
|
Zusatzinfo |
140 S |
|
Sprache |
deutsch |
|
Einbandart |
gebunden |
|
Themenwelt |
|
|
ISBN-10 |
3-11-100369-8 / 3111003698 |
|
ISBN-13 |
978-3-11-100369-6 / 9783111003696 |
|
Zustand |
Neuware |
|
Haben Sie eine Frage zum Produkt? |
Beitrag von zulufox am: 12.05.2008 12:57
http://www.geschichtsspuren.de/forum/welden-paraxolwerke-t11758.html
Nerdinger, Winfried (Hrsg.)
Bauen im Nationalsozialismus: Bayern 1933 – 1945
Klinkhardt und Biermann, München; 1993; ISBN: 3 – 7814 – 0360 – 2
1 2000 verkauft an Perstorp
2 Heute befindet sich auf dem Gelände die Firma Schlaadt.
3 Als Methanova GmbH, Mainz-Mombach am 30. Juni 2003 an INEOS, Lyndhurst/Großbritannien verkauft
4 rm Raummeter. Ein Raummeter ist die Holzmasse, welche sieh in das abgesteckte Raummaß von einem Kubikmeter einschichten läßt. Ein rm Buchenholz — ca. 450 kg lufttrockenes Buchenholz. Der Raummeter ist das Holzmaß für den Holzhandel.
5) fm Festmetor. Ein Festmeter ist die kompakte Holzmasse, weiche im Raum von einem Kubikmeter enthalten ist. Ein Festmeter Buchenholz ca. 730 kg lufttrockenes Buchenholz. Der Festmeter ist das Einheitsmaß der Holzverkohlungsindustrie für Ausbeuteberechnungen.
6 Hamilton Young Castner (1858-1899) und Carl Kellner (1851-1905))